



帶鋼表面缺陷檢測系統(tǒng)
來源:無錫創(chuàng)視2014年12月02日
表面質(zhì)量是帶鋼質(zhì)量的一項(xiàng)重要指標(biāo),隨著科學(xué)技術(shù)的不斷發(fā)展,對帶鋼表面質(zhì)量的要求越來越高。在市場的激烈競爭條件下,其質(zhì)量不僅代表企業(yè)的形象,而且還是贏得市場的首要條件。如何有效檢測帶鋼表面缺陷的同時加快檢測速度是當(dāng)前帶鋼缺陷實(shí)時檢測技術(shù)的一個很重要的課題。傳統(tǒng)上,冷軋帶鋼的表面缺陷檢測由檢測人員通過人眼目光來完成。但是,這種方法存在著很多不足:(1)檢測結(jié)果容易受檢測人員主觀因素影響;(2)這種方法只能用于檢測運(yùn)行速度很慢(在50m/min下)的帶鋼表面;(3)這種方法很難檢測到小的缺陷。然而近年來,微電子技術(shù)、計(jì)算機(jī)技術(shù)、自動化技術(shù)和光電子技術(shù)的飛速發(fā)展,人工智能、神經(jīng)網(wǎng)絡(luò)理論的深化及實(shí)用化,和機(jī)器視覺被運(yùn)用到帶鋼表面缺陷檢測以后,帶鋼表面缺陷檢測終于走向了智能自動化的時代。
一、帶鋼表面缺陷的分類
帶鋼表面缺陷往往具有多樣性、復(fù)雜性的特點(diǎn)。不同生產(chǎn)線產(chǎn)生的表面缺陷往往會有不同的特點(diǎn),同一生產(chǎn)線在不同工藝參數(shù),或工藝參數(shù)相同而生產(chǎn)條件不同情況下產(chǎn)生的表面缺陷也有區(qū)別。由于帶鋼表面缺陷的種類太多,為研究方便,本文特提供帶鋼表面常見的幾種缺陷。
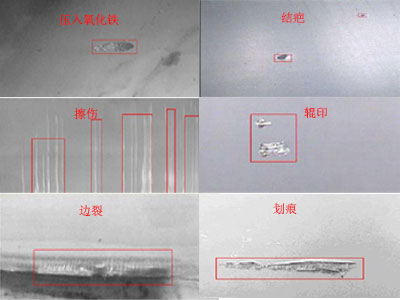
1、壓入氧化鐵
“壓入氧化鐵”的典型形狀見下圖
特征:一般粘附在鋼板表面,分布于板面局部和全部。外觀呈現(xiàn)不規(guī)則形狀。
成因:軋制節(jié)奏快,軋輥材質(zhì)性能差等原因造成的軋輥表面氧化膜脫落。
2、結(jié)疤
“結(jié)疤”的典型形狀見下圖
特征:呈現(xiàn)葉狀、羽狀、條狀、魚鱗狀、舌端狀等形狀。
成因:鑄錠條件不佳或飛濺造成的表面缺陷和皮下氣泡等。
3、擦傷
“擦傷”的典型形狀見下圖
特征:沿軋制方向呈現(xiàn)深淺不一的擦痕。
成因:輥道表面粗糙、磨損、變形或不轉(zhuǎn)動,使鋼板與輥道相擦。
4、輥印
“輥印”的典型形狀見下圖
特征:具有一定間距的凹凸缺陷。
成因:軋輥表面粘有異物壓入帶鋼表面、軋輥材質(zhì)不佳造成粘輥、帶鋼焊縫過高而軋制中抬輥不及時引起粘輥造成的。
5、邊裂
“邊裂”的典型形狀見下圖
特征:鋼板邊緣沿長度方向的一側(cè)或兩側(cè)出現(xiàn)破裂,嚴(yán)重者呈現(xiàn)鋸齒狀。
成因:軋輥調(diào)整不好或輥型與版型配合不好,使鋼帶邊部延伸不均。
6、劃痕
“劃痕”的典型形狀見下圖
特征:平行于軋制方向的較長線狀缺陷,有可見深度,零散或成排布。
成因:帶鋼與其它器物接觸或各異導(dǎo)輥的旋轉(zhuǎn)速度與帶鋼速度不同步,出現(xiàn)打滑后造成的。
二、系統(tǒng)結(jié)構(gòu)框架設(shè)計(jì)
首先通過高速CCD相機(jī)實(shí)時獲取帶鋼表面圖像,將圖像數(shù)據(jù)送給DSP處理,DSP提取并分析圖像的特征信息,然后將其與事先建立的標(biāo)準(zhǔn)信息進(jìn)行比較,從而判斷帶鋼是否有缺陷,如果有,則識別存在那種缺陷。根據(jù)這一思路設(shè)計(jì)主要系統(tǒng)框架結(jié)構(gòu)分為三個部分,如下圖所示:第一部分為圖像采集模塊,它采集并將原始模擬視頻流轉(zhuǎn)化為數(shù)字視頻;第二部分DSP對采集的數(shù)據(jù)進(jìn)行預(yù)處理,識別圖像是否存在缺陷以及缺陷類型;第三部分對DSP的輸出結(jié)果輸出,進(jìn)行服務(wù)器對缺陷圖像的儲存,以便以后進(jìn)行統(tǒng)計(jì)分析。

其中,圖像采集部分通過高速CCD相機(jī)實(shí)時地獲取帶鋼上、下表面圖像,并采用高速A/D轉(zhuǎn)換器將前期獲取的圖像轉(zhuǎn)為數(shù)字信號,并將采集的數(shù)據(jù)送往數(shù)字信號處理器DSP;圖像缺陷識別部分判斷圖像是否存在缺陷,對預(yù)處理的缺陷圖像提取并分析特征信息,然后利用各種機(jī)器視覺中各種方法判斷出缺陷類型;圖像輸出及與服務(wù)器通信模塊將鋼板的缺陷類型加在原始圖像上,進(jìn)行儲存并進(jìn)行顯示。
三、系統(tǒng)軟件設(shè)計(jì)方案
四、工作原理
使用“背光” 成像方式,通過架設(shè)在生產(chǎn)線上的線陣相機(jī)進(jìn)行實(shí)時同步掃描,利用高亮的LED線性聚光光源進(jìn)行背打光。當(dāng)出現(xiàn)缺陷時,強(qiáng)光透過針孔,CCD相機(jī)進(jìn)行數(shù)據(jù)采集,然后將采集到的數(shù)據(jù)運(yùn)用無錫創(chuàng)視新科技獨(dú)家專利發(fā)明技術(shù)—MVC多功能圖像處理軟件—進(jìn)行實(shí)時在線缺陷檢測、分類和處理各種缺陷進(jìn)行分析處理輸出。
使用“背光” 成像方式,通過架設(shè)在生產(chǎn)線上的線陣相機(jī)進(jìn)行實(shí)時同步掃描,利用高亮的LED線性聚光光源進(jìn)行背打光。當(dāng)出現(xiàn)缺陷時,強(qiáng)光透過針孔,CCD相機(jī)進(jìn)行數(shù)據(jù)采集,然后將采集到的數(shù)據(jù)運(yùn)用無錫創(chuàng)視新科技獨(dú)家專利發(fā)明技術(shù)—MVC多功能圖像處理軟件—進(jìn)行實(shí)時在線缺陷檢測、分類和處理各種缺陷進(jìn)行分析處理輸出。
五、系統(tǒng)功能
1.100%幅面帶鋼表面缺陷檢測,發(fā)現(xiàn)帶鋼表面缺陷時可根據(jù)設(shè)定發(fā)出報警,提示及時修復(fù),避免大量缺陷產(chǎn)品的產(chǎn)生;
2.完整的表面質(zhì)量信息,帶鋼表面缺陷圖像由計(jì)算機(jī)進(jìn)行保存,每卷帶鋼產(chǎn)品都有完全的疵點(diǎn)圖像/位置和數(shù)量等信息,產(chǎn)品幅面邊緣根據(jù)需要可以進(jìn)行自動貼標(biāo)。
3.高精度 帶鋼表面缺陷檢測系統(tǒng)方案可100%檢測出0.01平方毫米以上的針孔缺陷,滿足客戶的不斷提升的帶鋼產(chǎn)品品質(zhì)要求;
4.軟件數(shù)據(jù)庫管理功能,可以對生產(chǎn)的每卷帶鋼材料進(jìn)行精確的質(zhì)量統(tǒng)計(jì),詳細(xì)的缺陷記錄(大小和位置)和統(tǒng)計(jì)為生產(chǎn)工藝及設(shè)備狀態(tài)調(diào)整提供了方便,離線分析用于后續(xù)分切和質(zhì)量管理,可有效保證產(chǎn)品質(zhì)量;
5.系統(tǒng)聯(lián)動 當(dāng)帶鋼針表面缺陷測系統(tǒng)檢測到帶鋼缺陷時進(jìn)行聲光報警,也可在系統(tǒng)中加入其他連鎖I/O輸出;在帶鋼表面發(fā)現(xiàn)缺陷時,在產(chǎn)品的邊緣粘貼標(biāo)簽定位誤差在5mm以內(nèi)。傳統(tǒng)的帶鋼檢測模式下系統(tǒng)在發(fā)現(xiàn)缺陷時,系統(tǒng)軟件會在缺陷分布地圖上通過缺陷的橫縱位置標(biāo)定缺陷的具體位置。通過缺陷定位系統(tǒng)可以對針孔數(shù)量等信息一目了然,在某些特定的需要成卷后分切的產(chǎn)品,配備缺陷定位系統(tǒng)更有利于發(fā)現(xiàn)缺陷。
1.100%幅面帶鋼表面缺陷檢測,發(fā)現(xiàn)帶鋼表面缺陷時可根據(jù)設(shè)定發(fā)出報警,提示及時修復(fù),避免大量缺陷產(chǎn)品的產(chǎn)生;
2.完整的表面質(zhì)量信息,帶鋼表面缺陷圖像由計(jì)算機(jī)進(jìn)行保存,每卷帶鋼產(chǎn)品都有完全的疵點(diǎn)圖像/位置和數(shù)量等信息,產(chǎn)品幅面邊緣根據(jù)需要可以進(jìn)行自動貼標(biāo)。
3.高精度 帶鋼表面缺陷檢測系統(tǒng)方案可100%檢測出0.01平方毫米以上的針孔缺陷,滿足客戶的不斷提升的帶鋼產(chǎn)品品質(zhì)要求;
4.軟件數(shù)據(jù)庫管理功能,可以對生產(chǎn)的每卷帶鋼材料進(jìn)行精確的質(zhì)量統(tǒng)計(jì),詳細(xì)的缺陷記錄(大小和位置)和統(tǒng)計(jì)為生產(chǎn)工藝及設(shè)備狀態(tài)調(diào)整提供了方便,離線分析用于后續(xù)分切和質(zhì)量管理,可有效保證產(chǎn)品質(zhì)量;
5.系統(tǒng)聯(lián)動 當(dāng)帶鋼針表面缺陷測系統(tǒng)檢測到帶鋼缺陷時進(jìn)行聲光報警,也可在系統(tǒng)中加入其他連鎖I/O輸出;在帶鋼表面發(fā)現(xiàn)缺陷時,在產(chǎn)品的邊緣粘貼標(biāo)簽定位誤差在5mm以內(nèi)。傳統(tǒng)的帶鋼檢測模式下系統(tǒng)在發(fā)現(xiàn)缺陷時,系統(tǒng)軟件會在缺陷分布地圖上通過缺陷的橫縱位置標(biāo)定缺陷的具體位置。通過缺陷定位系統(tǒng)可以對針孔數(shù)量等信息一目了然,在某些特定的需要成卷后分切的產(chǎn)品,配備缺陷定位系統(tǒng)更有利于發(fā)現(xiàn)缺陷。
